ELEKTRONISCHES GEWINDEFORMEN – FETU
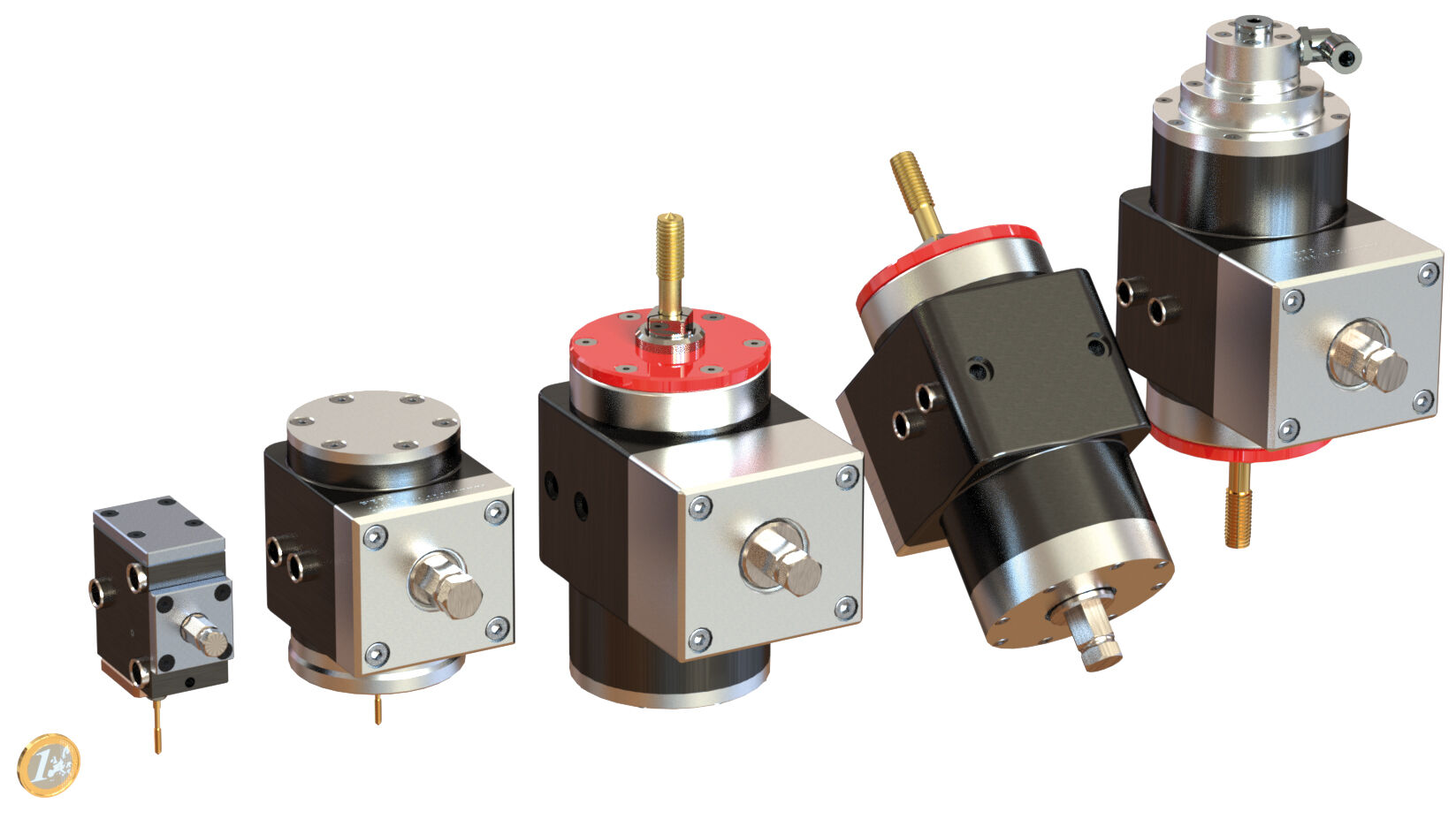
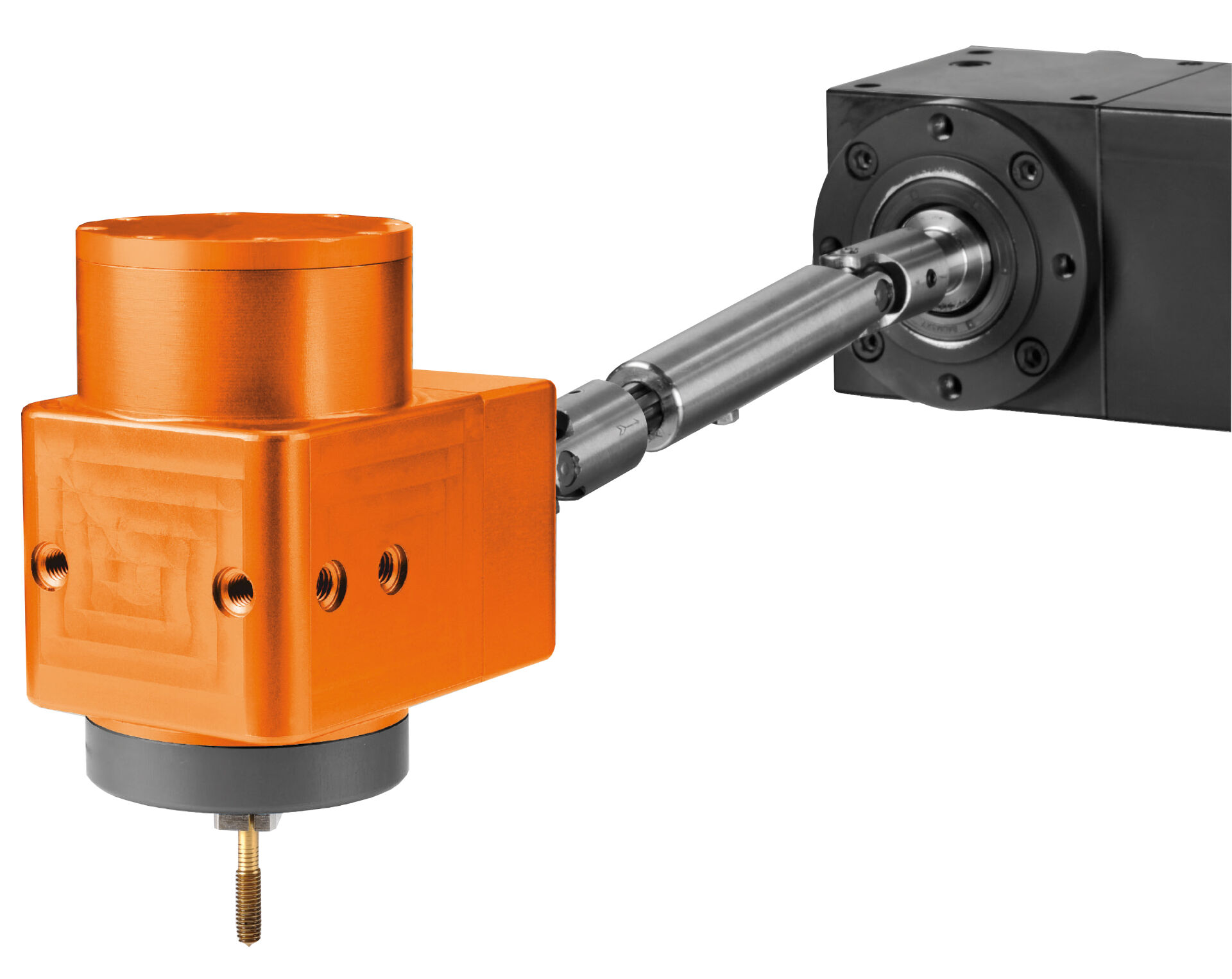
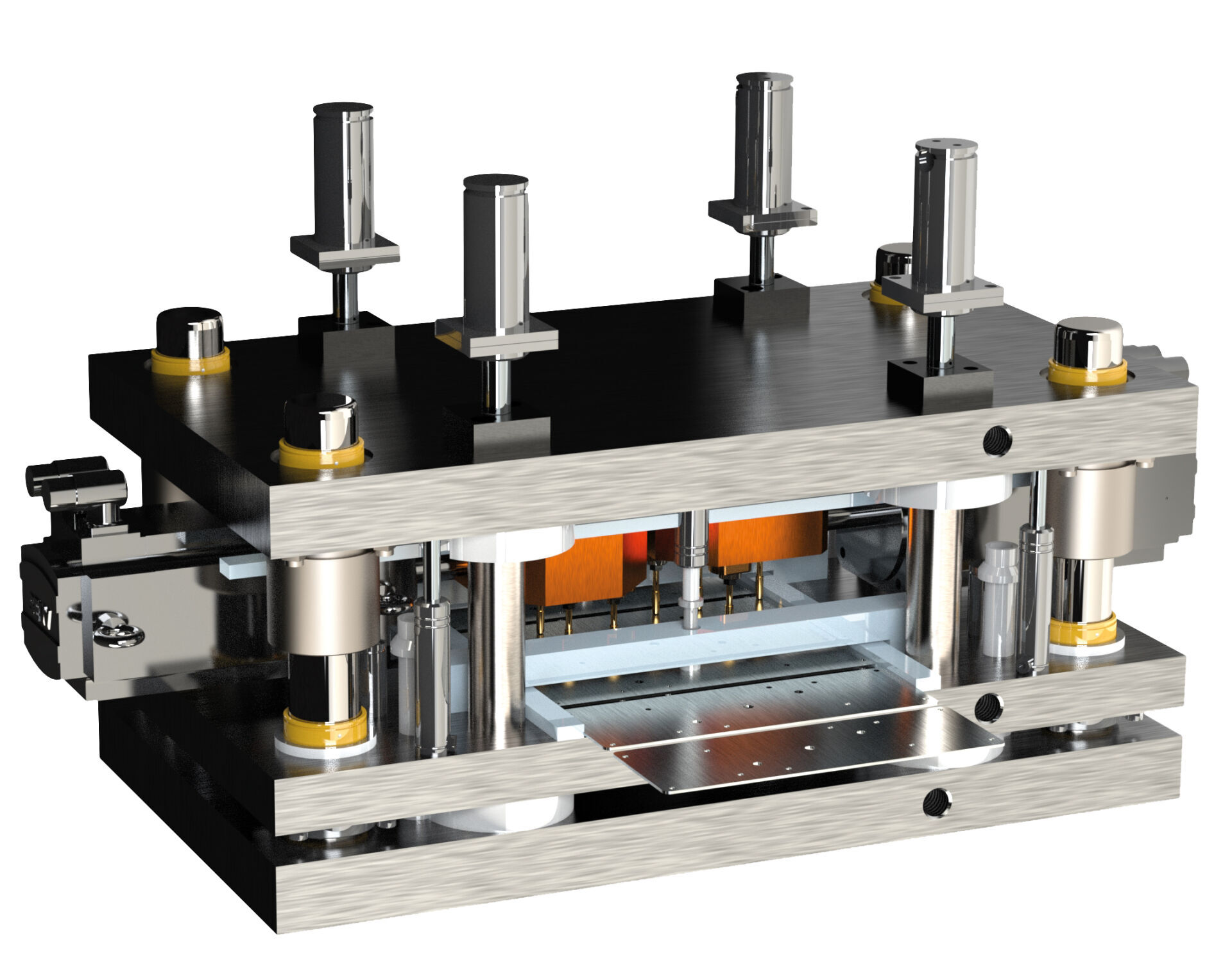
Die speziell für Stanz- und Umformprozesse entwickelte elektronische Gewindeformeinheit zeichnet sich durch hervorragende Prozessintegration aus. Unabhängig davon, ob die elektronische Gewindeformeinheit in Folge- und Verbundwerkzeugen, in Pressen oder in Stanz- und Biegeautomaten zum Einsatz kommt, das Einbringen des gewünschten Gewindes verläuft prozesssicher und kontrolliert. Dies ermöglicht eine Verbesserung der Gewindequalität, hohe Prozesssicherheit und schnelle, kostengünstige Fertigung.
VORTEILE:
- vielseitiger und flexibler Einsatz
- autonomes System
- großes Spektrum an Gewindegrößen von M0,8 bis M12, weitere Größen auf Anfrage möglich
- einfache Programmierung und Steuerung
- integriertes Prozessmonitoring
- Wirtschaftlichkeit durch Mehrfachverwendung
- Kosteneinsparungen durch hohe Formgeschwindigkeit
- hohe Investitionssicherheit